
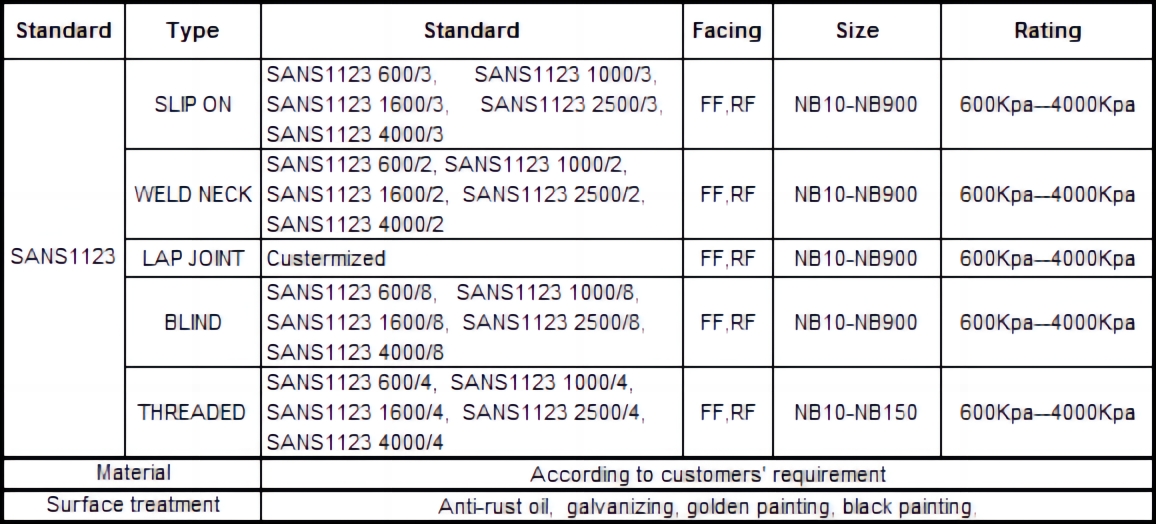
SANS 1123 ప్రమాణం ప్రకారం, అంచులపై అనేక రకాల స్లిప్లు ఉన్నాయి, మెడ అంచులను వెల్డింగ్ చేయడం,ల్యాప్ ఉమ్మడి అంచులు,గుడ్డి అంచులుమరియుథ్రెడ్ అంచులు.
పరిమాణ ప్రమాణాల పరంగా, SANS 1123 సాధారణ అమెరికన్, జపనీస్ మరియు యూరోపియన్ ప్రమాణాల నుండి భిన్నంగా ఉంటుంది. క్లాస్, PN మరియు Kకి బదులుగా, SANS 1123 ప్రత్యేక ప్రాతినిధ్యాన్ని స్వీకరించింది: ఉదాహరణకు, మెడ ఫ్లాట్ వెల్డింగ్ ఫ్లాంజ్ 600/3, 1000/3, 1600/3, 250/3, 4000/3, మెడ బట్ వెల్డింగ్ ఫ్లాంజ్తో భిన్నమైనది, 600/2, 1000/2, 1600/2, 250/2, 4000/2, బ్లైండ్ ఫ్లాంజ్ 600/8, 1000/8, 1600/8, 2500/8, 4000/8, థ్రెడ్ ఫ్లాంజ్ 600/ 4, 1000/4, 1600/4, 2500/4, 4000/4, వదులుగా ఉండే అంచుని అనుకూలీకరించవచ్చు.
SANS 1123 ఫ్లాంజ్ PNతో గుర్తించబడిన యూరోపియన్ అంచుకు దగ్గరగా ఉంటుంది మరియు దాని పీడన రేటింగ్ 250 kPa నుండి 4000 kPa వరకు ఉంటుంది, ఇది PNతో గుర్తించబడిన ఒత్తిడి రేటింగ్గా మార్చబడుతుంది, అవి PN 2.5 నుండి PN 40, కానీ దాని వర్తించే ఉష్ణోగ్రత - 10 ℃ నుండి 200 ℃, మరియు వర్తించే ఉష్ణోగ్రత పరిధి చిన్నది. ధృవీకరణ తర్వాత, BS EN 1092-1 అంచుతో పోల్చితే, అదే నామమాత్రపు పరిమాణం మరియు సంబంధిత పీడన తరగతి కింద, SANS 1123 అంచు యొక్క కొన్ని పెద్ద నామమాత్రపు పరిమాణ అంచులు సన్నగా ఉన్నప్పటికీ, అంచు బయటి వ్యాసం, బోల్ట్ హోల్ సెంటర్ సర్కిల్ వ్యాసం, ఫాస్టెనర్ సెట్లు మరియు థ్రెడ్ స్పెసిఫికేషన్, రెండు అంచులను ఫాస్టెనర్ల ద్వారా పరిష్కరించవచ్చో లేదో నిర్ణయించడం, ప్రాథమికంగా ఒకే ఫ్లాంజ్ కనెక్షన్ పరిమాణం, కాబట్టి, SANS 1123 ఫ్లాంజ్ ప్రాథమికంగా ఈ ప్రాజెక్ట్లోని వివిధ పైపు మెటీరియల్ గ్రేడ్ల అవసరాలను తీరుస్తుంది.
దక్షిణాఫ్రికా ఉక్కు పైపుల ఉత్పత్తి సాంకేతికత స్థాయి సాధారణంగా ఐరోపా మరియు యునైటెడ్ స్టేట్స్లోని అభివృద్ధి చెందిన దేశాల కంటే వెనుకబడి ఉన్నందున, దక్షిణాఫ్రికా ప్రమాణాల ప్రకారం ఉత్పత్తి చేయబడిన ఉక్కు పైపుల యొక్క సాంకేతిక సూచికలు తక్కువగా ఉంటాయి మరియు ఒత్తిడిని భరించే సామర్థ్యం పరిమితంగా ఉంటుంది, దక్షిణాఫ్రికా స్టీల్ ఈ ప్రాజెక్ట్ యొక్క పైప్ ప్రమాణం తక్కువ ఉష్ణోగ్రత మరియు తక్కువ పీడనం కలిగిన కార్బన్ స్టీల్ పైపుల కోసం మాత్రమే ఉపయోగించబడుతుంది మరియు డిజైన్ పీడనం > 2.5 MPa లేదా డిజైన్ ఉష్ణోగ్రత > 100 ℃ మరియు అన్ని స్టెయిన్లెస్ స్టీల్ పైపులు అమెరికన్ ప్రమాణాలను అనుసరిస్తాయి. దక్షిణాఫ్రికా ఉక్కు పైపు ప్రమాణాలు మరియు అమెరికన్ స్టీల్ పైపు ప్రమాణాలలో ఉక్కు పైపు పదార్థాల రసాయన కూర్పు మరియు శక్తి సూచిక నిర్దిష్ట వ్యత్యాసాలను కలిగి ఉంటాయి మరియు కొన్ని ఉక్కు పైపులు వేర్వేరు బాహ్య వ్యాసాలను కలిగి ఉంటాయి (టేబుల్ 1, DN65 వంటివి చూడండి). వెల్డింగ్ రాడ్ల ఎంపిక మరియు వెల్డింగ్ ప్రక్రియను మెరుగుపరచడం ద్వారా మరియు బయటి వ్యాసంలో వ్యత్యాసం యొక్క సమస్య ద్వారా వెల్డింగ్ యొక్క రెండు చివర్లలోని స్టీల్ పైప్ బేస్ మెటీరియల్ యొక్క మెటీరియల్ కంపోజిషన్లో వ్యత్యాసం యొక్క సమస్యను పరిష్కరించవచ్చు. బట్ వెల్డ్ యొక్క రెండు చివర్లలోని ఉక్కు పైపును అస్థిరమైన ట్రిమ్మింగ్ ద్వారా పరిష్కరించవచ్చు, ఇది నిస్సందేహంగా పైప్లైన్ నిర్మాణానికి గొప్ప ఇబ్బందులను తెస్తుంది మరియు నిర్మాణ నాణ్యతకు హామీ ఇవ్వడానికి అనుకూలంగా లేదు. ఫ్లాంజ్, రబ్బరు పట్టీ మరియు ఫాస్టెనర్ సహకారం ద్వారా సీలింగ్ కనెక్షన్ను గ్రహించవచ్చు. రబ్బరు పట్టీ రెండు చివర్లలోని అంచులను వేరు చేస్తుంది మరియు ఫాస్టెనర్కు రెండు చివరల అంచుల యొక్క అదే పదార్థం అవసరం లేదు. అందువల్ల, రెండు చివర్లలో ఉక్కు పైపుల యొక్క పదార్థ కూర్పు మరియు బయటి వ్యాసం మధ్య వ్యత్యాసం పరిష్కరించబడుతుంది. అన్ని తరువాత, వివిధ ప్రమాణాలతో ఉక్కు గొట్టాల కనెక్షన్ సాధారణంగా పైప్ మెటీరియల్ గ్రేడ్ మారే ప్రదేశంలో జరుగుతుంది. ఇటువంటి కీళ్ళు చాలా లేవు, మరియు అంచుల ఉపయోగం ప్రాజెక్ట్కు ఎక్కువ ఖర్చును జోడించదు.
పోస్ట్ సమయం: మార్చి-02-2023



